
Quality
Company is committed for total customer satisfaction through its process, systems and training
Continual improvement in technology QMS
Supplying the quality product meeting national / international standards on time every time
Training and development of employees as per the industry requirement
Monitor the system periodically to ensure its effectiveness

Health and Safety Measures
Health, Safety and Environmental (HSE) responsibilities are integral to the business. Through observance and encouragement of this policy, Company assists in protecting
The organization has installed the necessary infrastructure, arranged requisite resources committed to establish, manage, maintain continually improving the quality of its products Quality management system to delight its customers.
The organization has obtained certifications for Integrated management system, covering ISO 9001:2015, ISO 14001:2015, ISO 45001:2018 CE marking-PED 97/23/EC is continuously maintaining it since the year 2011.
The organization is continuously certified for API Spec Q1/6D from American Petroleum Institute since Feb 4th 2002 is maintaining continually improving its effectiveness.
The organization has standardized all of its processes including the products, customer oriented processes ,design development , production, special processes, purchases / out sourcing, HR, quality assurance quality control as well as documentation & records maintaining to the international standards level.These processes are continually being improved in view of the changed customers requirements, international business scenario delighting the customers.
The processes are further improved through employing regular corrective preventive actions along with identifying eliminating their root causes, using data analysis, reports of internal external audits, processes trends analysis ,non conformities analyses ,company’s long term short term objectives, MRMs, field reports analysis customer satisfaction surveys.
The quality objectives are improved achieved periodically to attain the highest levels of product processes performances, QMS and the customer delight.

Delivering Excellence Since 3 Decades.
Contact Us

Testing Facilities
Enhanced Valve Testing Facility
- Some valves will require additional testing in order to simulate operating conditions.
- Enhanced Testing Facility includes a fully integrated computer registration system to accurately record the test results.
- This facility includes high accuracy pressure sensors and transmitters, High and low temperature measuring devices, Torque and valve operator diagnosis' certain critical applications
Testing Types
- Hydrostatic Testing
- Fire Type Testing
- Low Temperature & Cryogenic Type Testing
- Gas Testing
- Vacuum testing
- Valve and Operator Diagnostics
- Positive Material Identification ( PMI )
- Pull Testing
- Material mechanical properties testing
- Elevated Temperature Testing
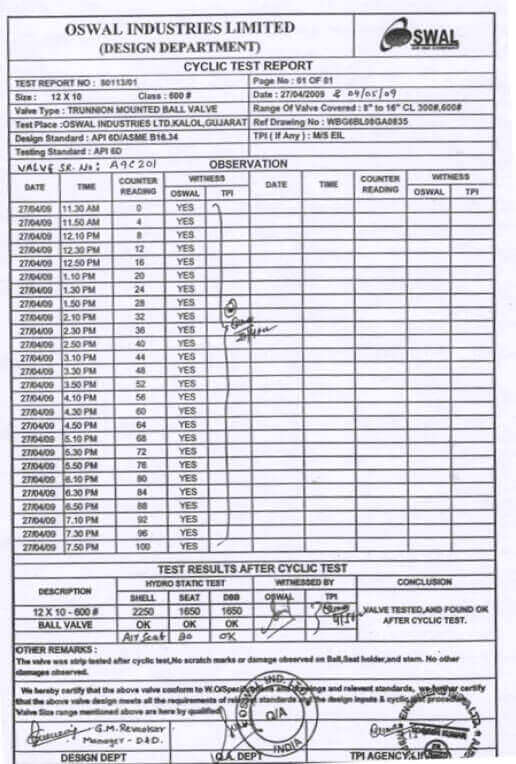
- Cyclic Testing
- Torque Testing
- Helium Leak Detection
- Fugitive Emission Testing
- Black Light Testing
- Flow Measurement Testing
- Magnetic particle testing
- Ultrasonic wall thickness testing
Quality assurance is ensured by following testing and inspection:
- Chemical Testing - Optical Emission Spectro meter
- Mechanical - Universal Testing Machine
- NDT - Radiography Digital UT
- DPT - Defect Detection
- MPI - Crack detection
- Impact - V charpy
- Certification - ISO 9001:2015 , PED & AD 2000 WO, Welder
- PLC controlled pressure Testing Benches
- PMI Machine
- Hardness tester
- Cryogenic test Bed
- Helium Leak Detector
- Fire Safe Test Rig
- Black Light Test
Quality Accreditions







Product Certification
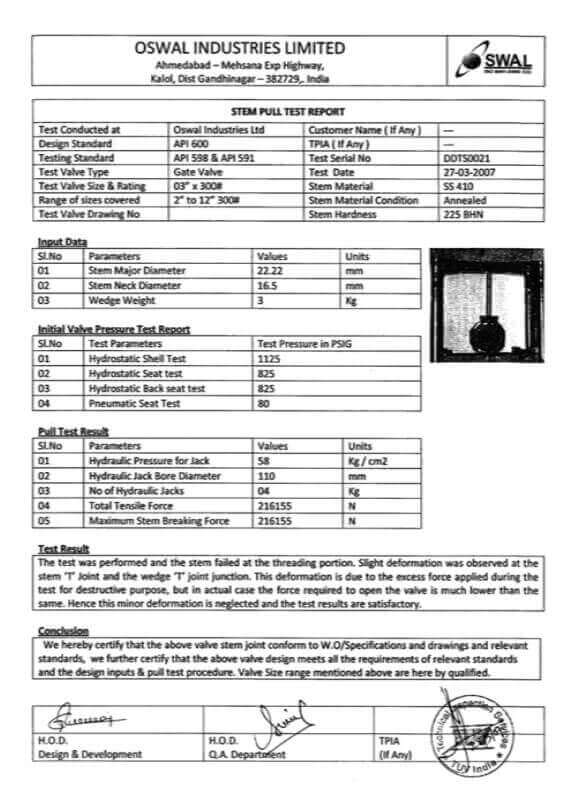
Enhanced Valve Testing Facility
Stem to wedge connection is the most critical joint in the valve. This connection must be strong enough to ensure that the joint does not break in operation when valve is installed at site.
Stem pull test has been conducted to ensure that the stem breaks outside the pressure boundary in the event of any failure.
This test is done as per API 591.
All sizes are covered under this test.
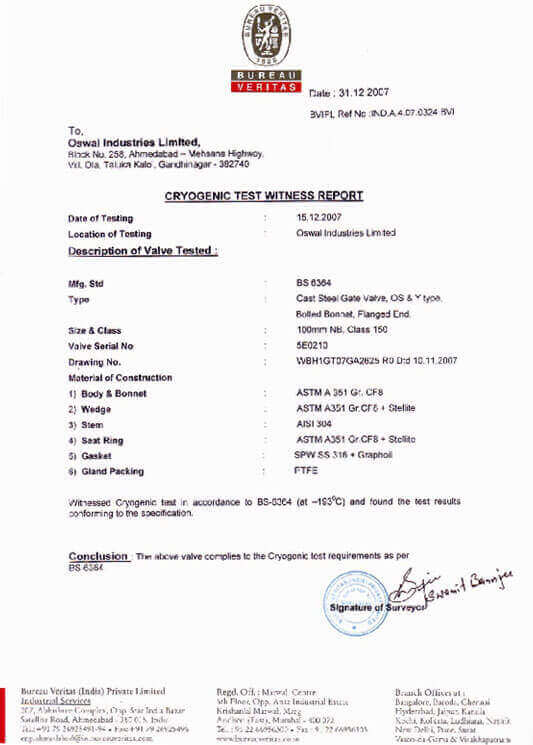
Cryogenic Test
Gate / Globe valves are tested as per BS 6364 for cryogenic service.
Valves with LTCS material, test was conducted at -46⁰C and Austenitic stainless steel valves were tested at 196⁰C. These test were witnessed by third party agency and certified as per BS 6364. This test is done as per BS 6364.
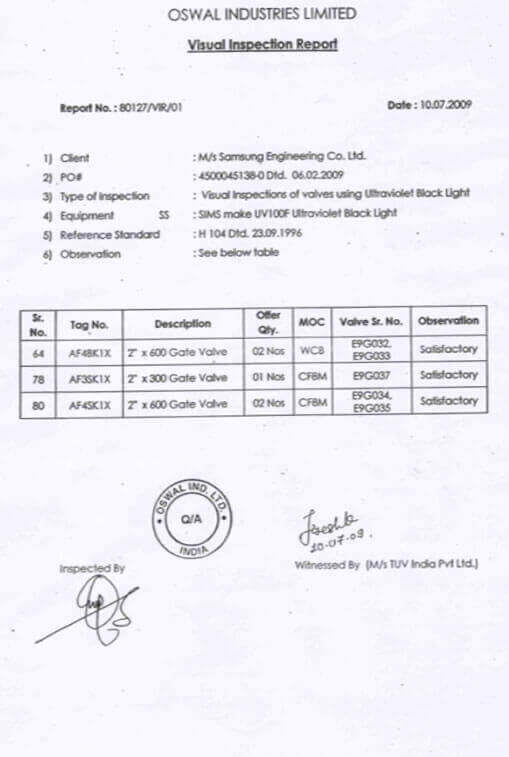
Oxygen Cleaning
Valves for Oxygen service are cleaned and degreased for intended service.
The cleaning is ensured with help of black light test to ensure no dust particles are inside the valve, and is witnessed by the Third party agency and certified fit for use in Oxygen service. This test has to be performed for all Oxygen service valves.
Cyclic Test
All valves are cyclic tested for endurance check and effective performance without galling and increased torque.
These test are witnessed by third party and approved.
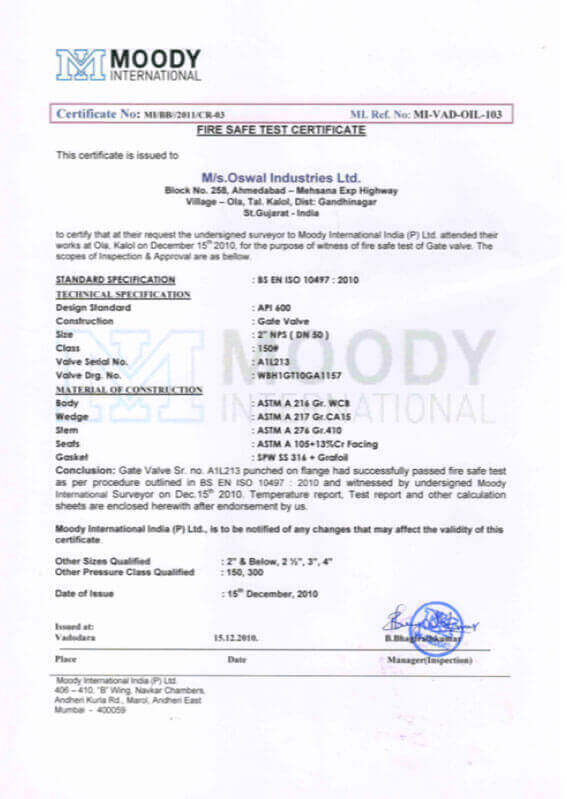
Fire Safe Test
Fire safe test are conducted to ensure the Through seat leakage and external leakage from the valve in the event of fire.
Company has conducted fire safe test on our Ball valves as per API 607 & API 6Fa and all our range is certified.
Company has also conducted fire safe test on Gate & Globe valves as per BS EN ISO 10497 and the entire range is certified.
Design Appraisal
All the designs are appraised by third party agency for compliance as per the design standard as applicable to the product.
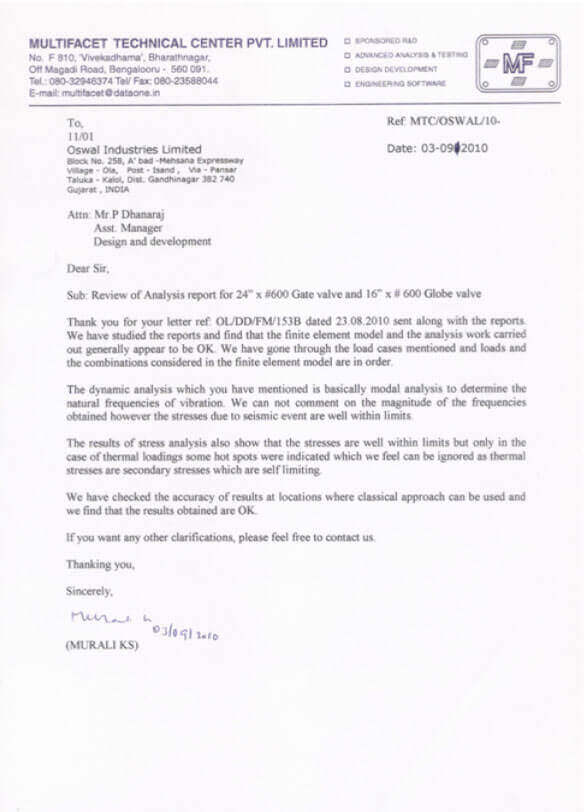
Sesimic Analysis
Company has checked the suitability of the valve design for seismic test. Company had considered the Zone 5, which is the worst proven zone in the event of earth quake.
The natural frequency of the valves are well above the required as per standard practice and codes.
Hence the valves are suitable for Seismic zone application.